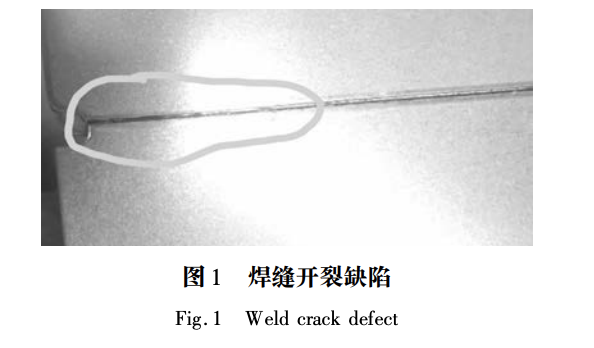
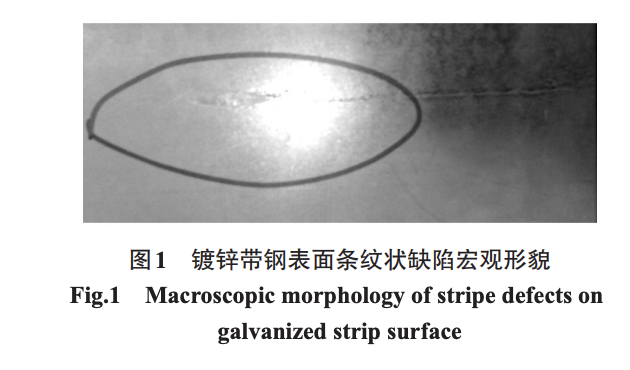
焊縫開裂情況如圖1所示。為分析開裂原因,
分別從現場取回正常鋼板和焊縫開裂鋼板,從成分、
組織和性能方面進行檢測。
鍍鋅板成分如表1所示,滿足相關標準和內控要求,且碳當量低,適宜焊接成型。
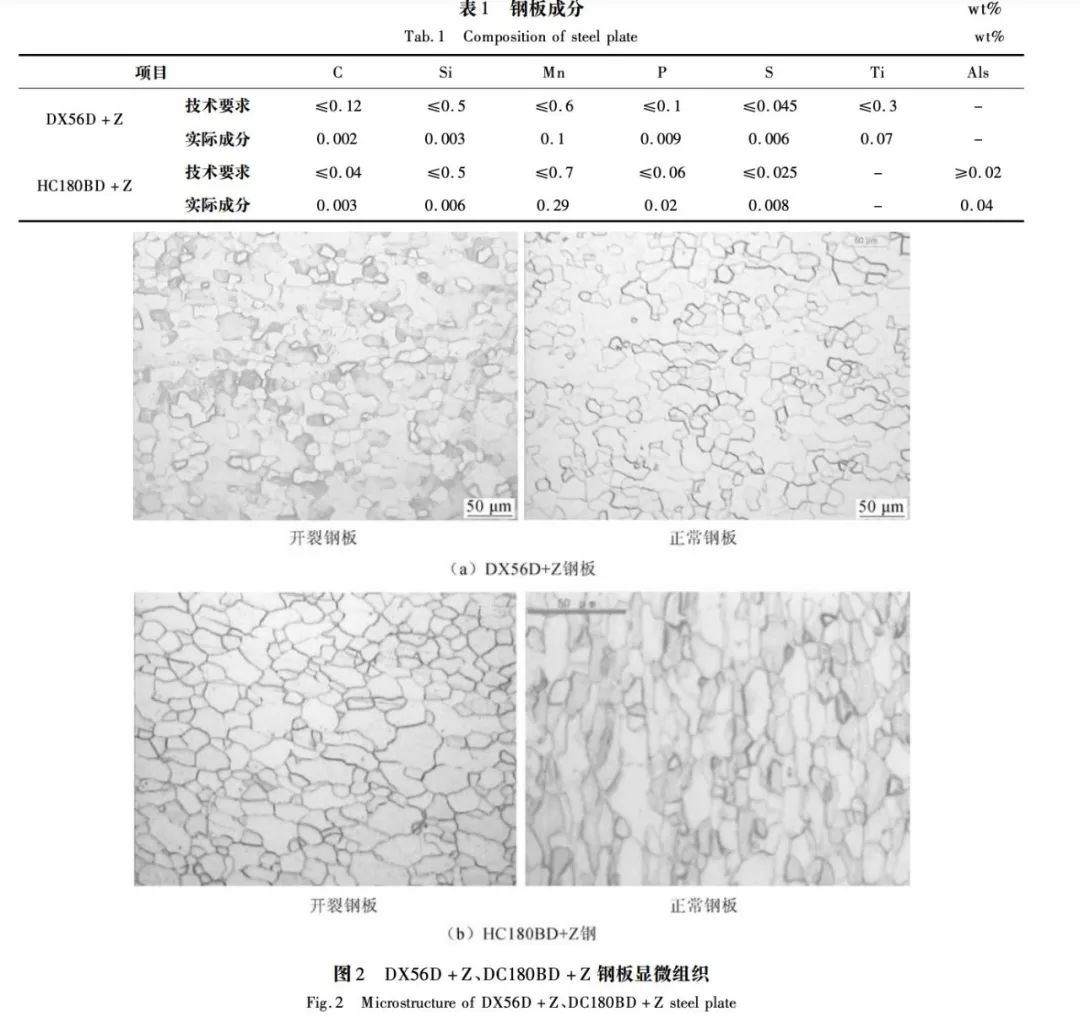
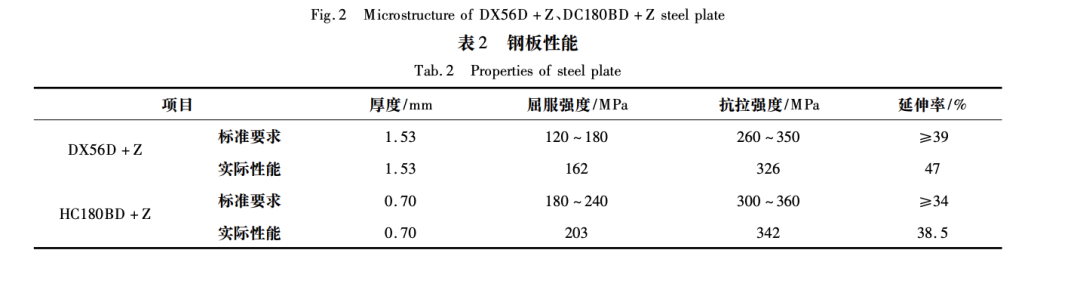
DX56D+Z、HC180BD+Z鋼板金相組織均為鐵素體,如圖2所示,且與已正常鋼板晶粒度基本一致,組織正常,對焊接性能影響無差異。開裂鋼板性能檢測結果見表2,各指標均在標準要求范圍內。
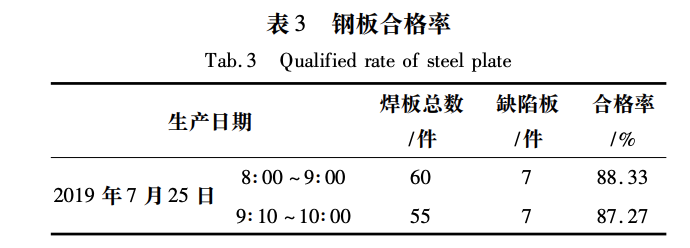
現場跟蹤激光拼焊生產并統(tǒng)計生產數據,發(fā)現焊板合格率僅為88%左右,合格率較低,如表3所示。通過對材料進行組織、成分和力學性能分析可知,組織比較均勻,未見偏析和夾雜,碳當量較低,且延伸性也較好,適宜焊接成形。
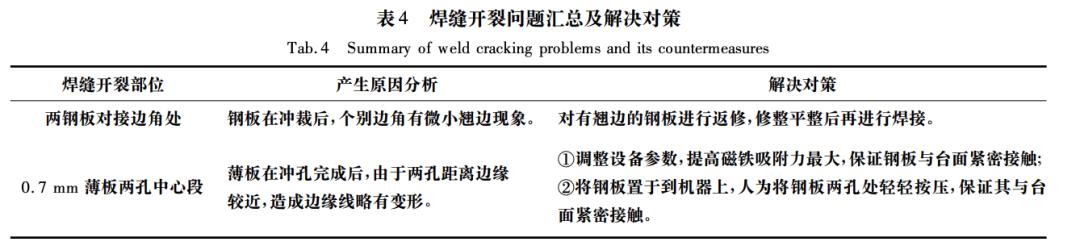
通過現場調查發(fā)現,焊縫開焊部位不均勻,焊縫邊角部位和薄板兩孔沖壓處焊縫開裂比例稍高,如DX56D+Z沖裁鋼板邊角有翹邊現象; HC180BD+Z鋼板沖孔完成后,由于板材較薄,兩孔距離邊緣較近,
造成鋼板邊緣處變形,同時發(fā)現激光拼焊板出現斷弧和焊縫偏向板材一側的現象。邊角翹邊和鋼板變形會造成鋼板邊部凹凸不平,鋼板置于激光焊機工作臺面后,不能與工作臺面緊密接觸,接觸面積減小,縫隙大小不一,導致焊接過程中鋼板受熱分布不均,產生焊接不完整、焊穿或未焊透等缺陷,影響焊縫質量。拼焊板的焊接工藝參數對其成形性有直接影響。激光拼焊板焊接功率和焊接速度不匹配時,容易出現斷弧現象,焊接質量不穩(wěn)定,力學性能不達標; 焊縫偏向一側板材主要由焊接功率和Z/Y軸量不當引起。結合檢測數據和現場分析,確定焊縫開裂的主要原因是鋼板變形和焊接工藝參數不合理。針對鋼板變形情況,在生產過程中優(yōu)化加工工藝,制定解決對策,如表4所示。
本文激光拼焊焊縫開裂的主要原因是鋼板變形和焊接工藝參數設定不合理,通過采取優(yōu)化加工工
藝和調整合理的焊接工藝參數等措施,解決了激光拼焊焊縫開裂問題,產品合格率達 99.15% ,滿足了客戶的需求。
熱浸鍍鋅帶鋼表面條紋狀缺陷產生原因分析
在帶鋼表面熱浸鍍鋅,可以提高帶鋼耐蝕性能,從而大幅提高其使用壽命。近年來,隨著鍍鋅帶鋼產能的不斷擴大,鍍鋅帶鋼產品質量不斷提高;但是,鍍鋅帶鋼表面質量仍然難以完全控制,時不時會出現漏鍍、黑點、線狀缺陷等,將導致基板的防腐蝕保護層缺失引起基板生銹,嚴重影響后續(xù)涂漆效果和外觀美觀度。
研究表明,澆注過程中保護渣卷入、鑄坯中氣泡和微小裂紋、軋制過程中的氧化鐵皮軋入、鋅液中鋁含量過高等,都可能導致鍍鋅板表面各種缺陷的產生。
材料為230mm厚常規(guī)連鑄板坯經過一道次粗軋+七道次精軋工序后軋成3.5mm的熱軋板,
再經酸洗工序+四道次冷軋工序軋制成厚度為1.20mm的DP780冷硬卷,再經過連續(xù)退火工藝及熱浸鍍鋅工藝制備成為DP780GI+Z鍍鋅板,雙面鍍層厚度為100g/m2
,鍍鋅時溫度為460 ℃。
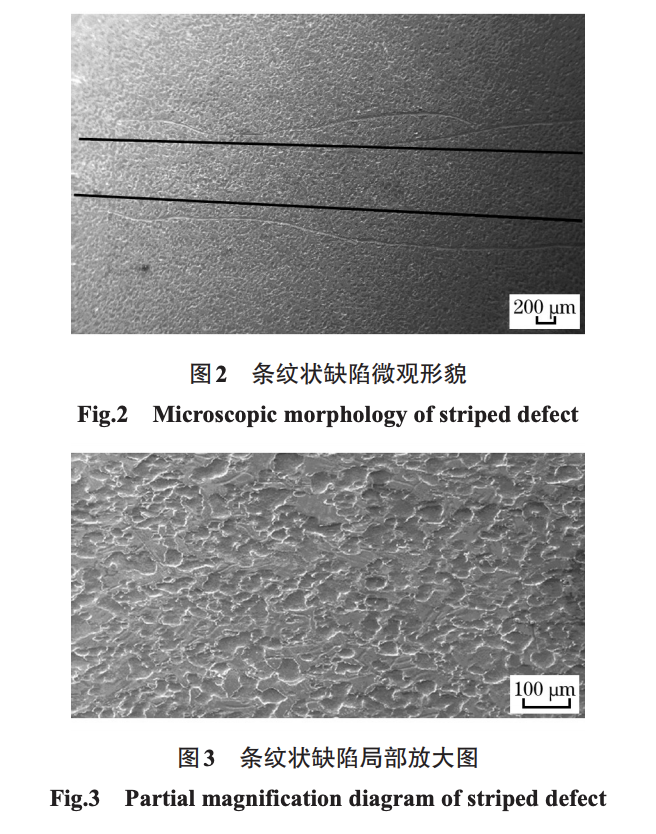
圖1為發(fā)生表面缺陷的鍍鋅板試樣圖,可以看出鍍鋅板表面沿軋制方向存在一條長長的條紋狀缺陷,用手觸摸,似有凹突感覺。
表面形貌
圖2為條紋狀缺陷的表面微觀形貌。從圖中可見,條紋狀缺陷處表面略有點發(fā)亮,與周邊區(qū)別不
大。圖3為條紋狀缺陷形貌放大圖,可見,觀察到缺陷表面平坦處相對周邊要多一些。整體來看,條紋狀缺陷表面與周邊正常區(qū)域形貌差別不大。
用能譜儀測試了試樣表面和橫截面不同部位
的成分。用能譜儀測試了試樣缺陷處的表面不同部位的成分,可見試樣缺陷處表面有一層完整的鍍鋅層,僅在缺陷處形貌上有一點細微差別。用能譜儀測試了試樣橫截面的裂縫中不同部位的成分,發(fā)現裂縫中存在基板氧化物、氧化圓點、
鍍鋅層及個別細小孔洞。裂縫中所存在的塊狀鐵
銹和氧化圓點應該是板坯表面存在縱裂紋經后續(xù)熱軋工序軋入,導致基板表面出現了分層起皮,在酸洗冷軋工序是不能產生這樣的塊狀鐵銹的。經酸洗冷軋后,基板表面的起皮再次被軋薄并翹起,
進入熱浸鍍鋅工序時翹起處有局部鋅液浸入,且該分層起皮缺陷處由于表面存在較粗的缺陷,該處鍍鋅層相對周邊其他部位較厚,所以經后續(xù)生產線的各種輥道及光整工序的光整輥輾壓后,該處表面相對周邊表面的形貌不同,由于其形貌上的細微差別導致在外觀視覺上產生了一條長長的條紋狀缺陷。針對該條紋狀缺陷問題,在后續(xù)將該帶鋼落料并沖壓加工成零件時,容易產生鍍層剝落和起皮現象,
導致零件報廢不能使用。因此,這是一種比較嚴重的表面質量缺陷,應該加強對連鑄板坯質量的控制,預防連鑄板坯出現縱裂。在酸洗冷軋工序,應加強表面質量的檢查,一旦發(fā)現該類缺陷,應該采取切除等措施,以防進入下一道工序造成更大的浪費。(1)在長條紋線狀缺陷處下方發(fā)現分層裂縫組織,且裂縫中存在鍍鋅層,缺陷表面鍍鋅層也完整無缺,所以該缺陷應該發(fā)生在鍍鋅工序之前,基本排除了該缺陷發(fā)生在鍍鋅工序的可能性。(2)在分層裂縫中發(fā)現有基板塊狀氧化物和氧化圓點存在,即存在塊狀的鐵銹和氧化圓點,該塊狀鐵銹距離表面約5~7μm,應為連鑄板坯表面存在縱裂,并發(fā)生高溫氧化經后續(xù)熱軋及冷軋工序軋制所致。產生連鑄板坯表面縱裂的原因通常是連鑄板坯二冷工藝、矯直工藝等出現異常所致。
(文章來源:《河北冶金》,作者:牛月鵬,王連軒,楊西鵬,賈彩霞,石建強,《物理測試》,作者:曾松盛, 吳 潤, 漆啟松, 李明偉;版權歸原作者所有,圖片、文章如有侵權,敬請聯系微信qq000zz,謝謝!)
[1] 柯偉.中國工業(yè)與自然環(huán)境腐蝕調查[J].全面腐蝕控制,2003(1):1.[2] 柯偉. 中國材料腐蝕現狀及材料腐蝕對自然環(huán)境污染情況調
查-基礎性重點項目[J]. 腐蝕與防護,2012(2):135.[3] 岑耀東. 超薄鋅層熱鍍鋅板的研究進展[J]. 熱加工工藝,2012
(2):152.[4] 李會謙,許跟國,馬江虹. 熱浸鍍技術及其應用[J]. 有色金屬
(冶煉部分),2008(1):17.[5] 董春雨,顧小軍,孟秀梅,等. 熱浸鍍工藝及產品的發(fā)展[C] //
2012年河北省軋鋼技術暨學術年會論文集. 張家口:河北省
冶金學會,2012:86.[6] ZHANG Qi-fu,JIANG She-ming,LI Yuan-peng. Prospect and
development of zinc and zinc alloy coated steel sheets in China
[C]//Proceedings of 9th International Conference on Zinc and
Zinc Alloy Coated Steel Sheet & 2nd Asia- Pacific Galvanizing
Conference. Beijing:Metallurgical Industry Press,2013:3.[7] 鄺霜,齊秀美,尉冬,等. 關鍵退火參數對590 MPa線熱鍍鋅
雙相鋼力學性能的影響[J]. 鋼鐵研究學報,2012,24(7):24.[8] Shankar A R,Mudali U K,Raj B. Failure analysis of pin prick
defects in galvannealed sheet-A case study[J]. Engineering Failure Analysis,2009,16(7):2485.[9] Azimi A,Ashrafizadeh F,Toroghinejad M R,et al. Metallurgical analysis of pimples and their influence on the properties
of hot dip galvanized steel sheet[J]. Engineering Failure Analysis,2012,26(12):80.[10] 劉瑩,王克杰. 45Si2CrB 合金鋼表面裂紋產生原因分析[J].
物理測試,2011,29(10):56.[11] 范益,王青峰,楊英,等. 低合金鋼鑄坯高溫氧化行為探討[J].
物理測試,2017,35(4):45.[12] 熊自柳,齊建軍,劉宏強. 新能源汽車及其輕量化技術發(fā)展現狀與趨勢[J]. 河北冶金,2020,( 7) : 1 ~ 9. [13] 陳彥斌. 現代激光焊接技術[M].北京: 科學出版社,2005. [14] 李金紅. 激光焊接技術應用及其發(fā)展趨勢[J]. 科技信息,2009, (13) : 534. [15] 陳東,趙明揚,朱天旭,等. 激光拼焊板典型缺陷的試驗研究[C]. 智能信息技術應用學會,2011. [16] 甘洪巖,劉勇,徐志剛. 工藝參數對不等厚板激光拼焊成形性能的影響[J]. 焊接技術,2011,40( 3) : 22 ~ 26. [17] 趙昕. 激光焊接技術原理及工藝分析[J].農機使用與維修, 2019,( 6) : 59 ~ 61. [18] 徐長敏. 汽車用激光拼焊板成形性能研究[D].天津: 天津大學,2016.
(本平臺"常州精密鋼管博客網"的部分圖文來自網絡轉載,轉載目的在于傳遞更多技術信息。我們尊重原創(chuàng),版權歸原作者所有,若未能找到作者和出處望請諒解,敬請聯系主編微信號:steel_tube,進行刪除或付稿費,多謝!)