
柔性裝夾零件的變形及扭曲是熱處理中的一個棘手難題,尤其是超薄懸吊式零件在時效后發生變形、扭曲的概率很大,嚴重影響了零件成形后的合格率。通過采用控制措施,零件的加工合格率由不足50%提高到98%以上,顯著提高了零件加工質量的穩定性。目前該方法已應用到各型號星船機箱線路盒類似零件的加工生產中,有效解決了這些零件的加工瓶頸問題,實現了批量生產。
零件簡介
圖1為一種厚度為0.2mm的鈹青銅(QBe2)超薄懸吊式零件,它是線路盒產品中的關鍵零件。該零件壁厚很薄,中部呈現下凹懸吊狀,成形時有多處直角彎,時效處理時變形與扭曲極難控制,而變形量一旦超出設計要求,將直接導致零件報廢。在產品試制生產中,零件時效處理后變形很大,尤其是中間懸吊下凹處尺寸R19mm與兩端底角的圓弧尺寸R0.4mm變形嚴重,合格率不足50%。因此,控制時效畸變,提高合格率是實現該零件批量生產的關鍵問題之一。
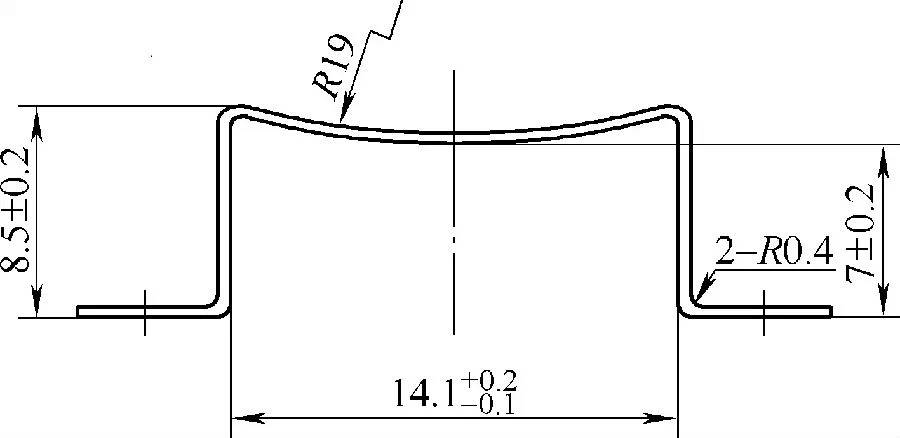
圖1 零件結構示意
加工技術難點
(1)中間下凹懸吊處的尺寸R19mm要求嚴格,最大誤差不得超過0.15mm。由于中間下凹懸吊處的尺寸為R19mm,一般裝夾不易控制變形,需采用上模、下模疊壓式裝夾才可以保證尺寸精度要求。
(2)兩端底角的過渡圓弧R0.4mm需精確控制。兩端底角的過渡圓弧的尺寸為R0.4mm,由于它是在淬火軟態下成形,加工殘留應力較大。如果工裝夾具的過渡圓弧尺寸不合理,極易引起零件的過渡圓弧R0.4mm受力不均勻而產生變形。因此,工裝設計制作時要充分考慮過渡圓弧R0.4mm的精確控制。
(3)零件左右兩側底面的平齊程度需嚴格控制。兩側底面的平齊程度若控制不當,易形成內縮狀或喇叭口狀,這需要由上模、下模上相應位置的平齊程度來保證。
(4)時效溫度需嚴格控制。鈹青銅材料達到峰值時效,才能使零件具有最佳的綜合力學性能和較小的變形量。溫度偏低易出現欠時效,反之溫度偏高易出現過時效,這對零件力學性能及變形控制來說均是極為不利的,因此需要準確控制時效溫度。
原時效處理方法
時效處理采用RJ2-36-6節能型井式回火爐,熱處理曲線如圖2所示。時效處理時使用的工裝為厚度1.5mm、尺寸3000mm×2000mm×150mm的長方形不銹鋼盒,零件整齊排列在盒底,扣上盒蓋進行時效處理。
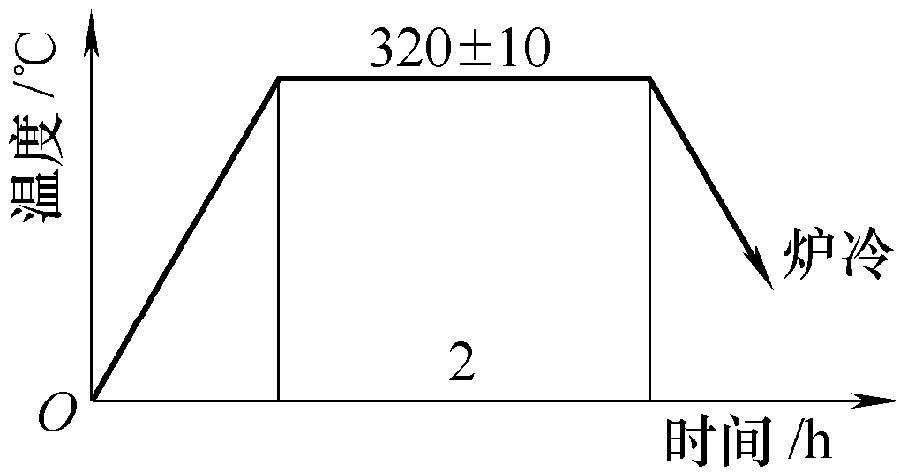
圖2 時效處理曲線圖
畸變原因分析
(1)時效溫度偏高
鈹青銅的時效處理溫度與合金成分、雜質含量、晶粒大小及冷變形量等因素有關,時效處理時有較高的晶界反應敏感性,易出現不連續析出物,而欠時效或過時效軟化易導致彈性性能不穩定、一致性差等缺陷,因此時效溫度范圍較窄,控制難度較大。在原時效處理方法中,處理溫度為320℃±10℃,易導致以下問題:第一,溫度偏高造成晶界反應量偏大,零件變形扭曲程度較大;第二,停爐后冷卻過程中易出現較大溫差,產生較大熱應力,導致零件在疊加應力作用下產生嚴重畸變而報廢。
(2)時效處理工裝不合理
時效處理時,由于零件是整齊排列在不銹鋼盒中進行加熱,自身處于自由狀態,而材料的剪切方向與原材料軋制方向不一定一致,成形后內部存在組織應力、剪切應力與彎曲應力等多種應力。同時零件冷卻速度較快且不均勻,易形成較大的熱應力,與之前加工后材料內部應力疊加,導致中間懸吊下凹處尺寸R19mm向外翻邊卷曲,零件兩端底角的過渡圓弧尺寸R0.4mm與垂直面形成了“S”形扭曲,無法校正。
解決措施
(1)適當降低時效處理溫度,減少零件的時效畸變
鈹青銅屬于青銅類材料,按含鈹量分為QBe1.7、QBe1.99、QBe2、QBe2.15四種合金,此工件屬于硬態,即CY狀態QBe2合金。據文獻資料介紹,時效溫度從290℃提高至350℃時,晶界反應量從小于2%(體積分數)增加到10%(體積分數)左右。時效溫度的高低,決定晶界反應量的大小,溫度高晶界反應量大,反之晶界反應量小。理論上QBe2合金的時效最佳溫度范圍是310~330℃,但是為了使合金性能達到峰值狀態并減小變形,需保證晶界反應量在2%~5%之間。按上述要求,通過工藝試驗對原時效處理工藝進行了優化:采用低溫預熱處理+310℃保溫120min的時效方法,使其達到峰值時效,明顯減少了零件的變形和扭曲。
(2)改進熱處理工裝,采用上模、下模疊壓式裝夾控制變形與扭曲現象
圖3為時效裝夾胎具,它由上模、下兩組合而成,材料為1Cr18Ni9Ti不銹鋼。其使用方法如下:首先將零件嵌入下模的凹槽中,零件的垂直面與凹槽的側壁貼合,零件中間懸吊下凹處的尺寸R19mm與凹槽底面的圓弧貼合。然后將上模疊壓到工件上,上模的凸臺側壁與零件的垂直面貼合,凸臺頂面的圓弧與零件中間懸吊下凹處貼合。此外,下模凹槽側壁與上模凸臺側壁的高度尺寸及其與兩側底面之間的過渡圓弧嚴格依據零件實際尺寸而定,以保證零件各部位均可被工裝疊壓固定。最后,使用鉛絲將上模、下模連同零件一起綁扎固定后再進行時效處理,這樣可使零件中間下凹懸吊處、兩端底面及過渡圓弧的時效畸變得到有效控制。

(a)上模
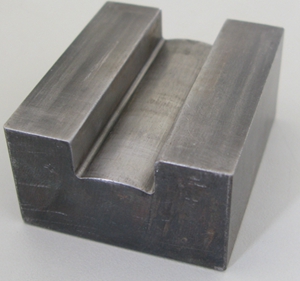
(b)下模
圖3 改進后的熱處理工裝
(3)控制時效處理冷卻速度,減少零件冷卻過程中的畸變
冷卻速度控制不當易使零件中間懸吊下凹處與過渡圓弧變形扭曲呈喇叭口狀,對超薄懸吊式零件畸變影響極大。時效后冷卻過程的主要方式是快冷與緩冷。快冷時零件雖然處于受控狀態但應力釋放不均勻,且得不到有效矯正,變形程度較大。而緩冷可以有效減小熱應力,并控制其他應力緩慢釋放,使其在受控狀態下達到邊釋放邊糾正的效果。試驗結果也表明:采用階梯式緩冷方式,即上模冷速<下模冷速<零件冷速,可以徹底解決了翹曲和扭曲畸變。
作者:許東
單位:北京控制工程研究所
來源:《金屬加工(熱加工)》雜志

| |