
周期式軋管機(jī)軋管(pilgrim tube rolling process)
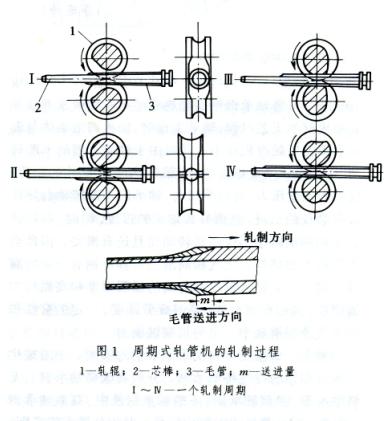
在二輥周期式軋管機(jī)上進(jìn)行毛管軋制的過(guò)程。周期式軋管機(jī)軋輥軋槽的深度在整個(gè)圓周上由深向淺變化,即兩個(gè)軋輥構(gòu)成的孔型由大向小變化,從而實(shí)現(xiàn)管壁軋薄和管材延伸。軋輥旋轉(zhuǎn)一周時(shí)孔型完成一個(gè)變化周期。毛管在一個(gè)周期內(nèi)送進(jìn)一個(gè)送進(jìn)量(m)而后被反向軋回,如此周而復(fù)始地完成軋管延伸。軋管過(guò)程如圖1所示。位置I表示軋制開(kāi)始前借喂料器向孔型中送進(jìn)毛管(同芯棒一起,送進(jìn)一個(gè)送進(jìn)量m),同時(shí)繞管軸轉(zhuǎn)90。。位置Ⅱ?yàn)檐埐坶_(kāi)始接觸毛管實(shí)現(xiàn)咬入毛管。位置Ⅲ為反向軋制送進(jìn)部分的金屬(m)。位置Ⅳ為最后展軋和研磨管子表面,這在孔型定徑區(qū)(研磨區(qū))中進(jìn)行。從咬入開(kāi)始到展軋和研磨完畢為一個(gè)軋制周期,在這個(gè)周期中毛管和芯棒一起向后移動(dòng),當(dāng)軋輥重新轉(zhuǎn)到位置I時(shí)又開(kāi)始新的軋制周期,如此反復(fù)直到整個(gè)毛管軋完。
周期式軋管機(jī)多用來(lái)生產(chǎn)石油鋼管。新的周期式軋管機(jī)每個(gè)機(jī)架由一臺(tái)直流電機(jī)單獨(dú)驅(qū)動(dòng),或者每個(gè)軋輥由一臺(tái)直流電機(jī)直接驅(qū)動(dòng),并采用快速喂料器和進(jìn)一步增加軋輥速度的辦法來(lái)提高軋機(jī)的生產(chǎn)力。
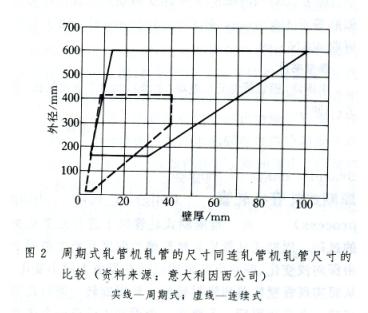
周期式軋管機(jī)軋制鋼管的直徑和壁厚較大,最大直徑可達(dá)609.6mm,壁厚可達(dá)100mm。圖2所示是周期式軋管機(jī)軋管的直徑和壁厚范圍同連續(xù)軋管機(jī)軋管的比較。
周期式軋管機(jī)以往多使用鋼錠經(jīng)壓力穿孔穿成的毛管進(jìn)行軋制。中國(guó)周期式軋管機(jī)組已采用連鑄圓坯經(jīng)二輥斜軋穿孔生產(chǎn)毛管供周期式軋管機(jī)軋管。
掃二維碼分享給你的朋友。2、點(diǎn)下面的鏈接分享到朋友圈。")
| |
|
? 請(qǐng)關(guān)注 微信公眾號(hào): steeltuber. 轉(zhuǎn)載請(qǐng)保留鏈接: http://m.bjjrgk.com/Steel-Knowledge/Pilgrim-tube-rolling-process.html
|