
我公司生產的鼓形齒聯軸器產品為鋼鐵企業各軋制生產線上必備的傳動部件,用在電機和減速機之間或減速機與設備之間,本次研究對象為減速機與軋輥之間的主傳動接軸,該接軸傳遞轉矩大,靠內齒套與外齒套齒部配合傳遞扭矩。選用17CrNiMo6低碳合金鋼制造,采用滲碳淬火工藝,使齒面具有高的耐磨性,心部具有良好的韌性,保證產品在線使用壽命至少15個月。
由圖1和圖2可以看出,整個內齒套包括內齒及外花鍵厚度在內28mm左右,屬于典型的薄壁工件。因此,滲碳淬火變形控制為該內齒套制造的難點。本文通過對內齒套采用滲碳+感應淬火及滲碳+等溫淬火兩種工藝進行研究,解決了該內齒套淬火變形的問題。
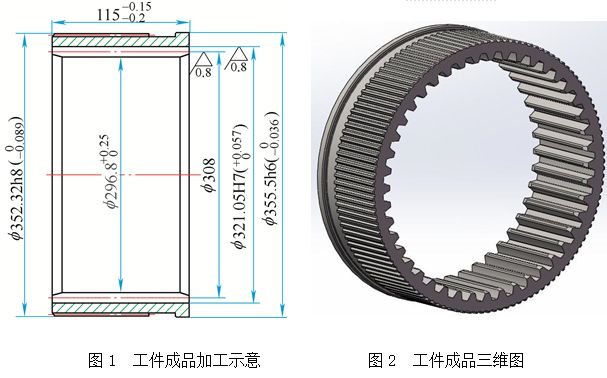
1.內齒套技術要求及熱處理工藝
內齒套的內孔為模數7、44,要求內齒套通過滲碳淬火齒面有效硬化層深度≥2.5mm,齒面硬度58~62HRC。外圓分布116個模數為3的花鍵,要求外花鍵表面硬度不能超過35HRC。
由圖示1上的標注的具體尺寸可以看出,齒側及齒根與外齒配合面,光潔度要求0.8μm,齒頂為非接觸面,光潔度無要求,只需滿足公差要求,故齒側及齒根滲碳淬火后需要磨齒機進行磨削達到圖紙要求的光潔度,齒頂在滲碳淬火數控車至圖樣要求的尺寸,滲碳淬火后不需要加工。滲碳淬火前內齒側及齒根單邊留有0.4mm余量,若齒側及齒根余量加大,表面滲碳淬火層中硬度和近表面良好金相組織將會被加工掉,并且會造成磨齒機的效率降低,成本增加。若滲碳淬火整個熱處理變形超過0.4mm,即后序磨齒無法加工。
本文以齒頂的尺寸測量數據為基準,對滲碳前及滲碳后、淬火后進行尺寸跟蹤測量,根據齒頂的尺寸判定滲碳淬火后整個齒圈的變形量是否符合后序磨齒的要求。
2.采用滲碳+感應淬火工藝
工藝流程如下:鍛(正火)→粗車→去應力回火→半精車→插內齒→滲碳→感應淬火→精車外圓→端面→磨內齒(齒側、齒根) →插外花鍵→成品。
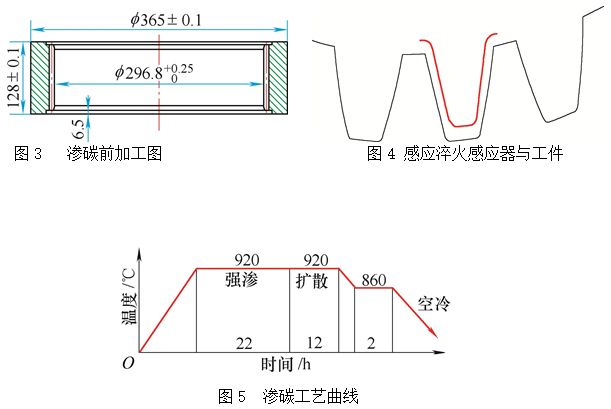
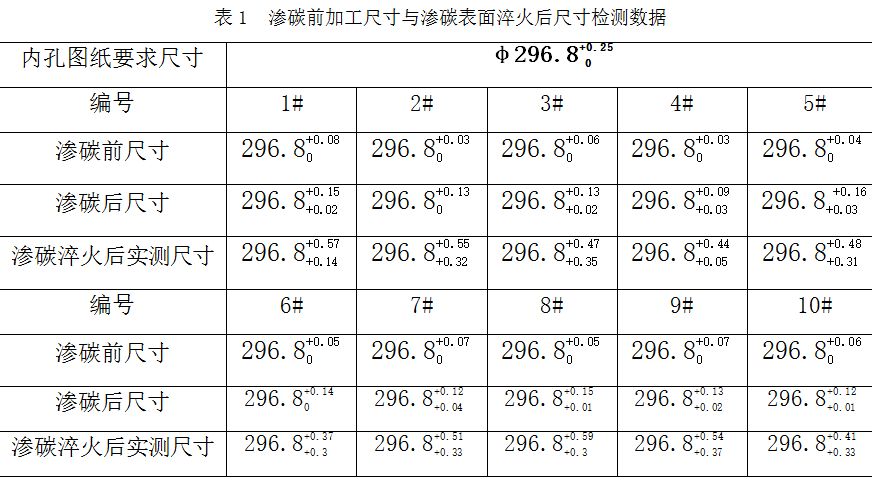
滲碳前加工圖如圖3所示,與成品圖對比,外圓余量5mm,滲碳為整體滲碳,工藝曲線見圖5。滲碳后對齒部進行單齒淬火,采用中頻設備功率280kW,為了保證齒部兩側及齒底硬度,感應器做成齒槽型如圖4所示,對44個內齒依次進行中頻感應淬火。
感應淬火后硬度檢測結果符合圖紙的技術要求。對內齒齒頂尺寸φ296.8H7采用內徑千分尺進尺寸檢測,數據如表1所示:由尺寸檢測結果可以看出,10件工件內孔整體均呈現向外脹的趨勢,脹大量在0.4~0.6mm,齒側后序無法進行磨齒滿足最終成品的尺寸要求,零件全部報廢。此內齒套滲碳后齒面為高碳合金成分,采用中頻單齒淬火,組織轉變時產生的組織應力及熱應力導致工件外脹變形,另外工件心部及其他部位未進行淬火,強度低,內應力超過基體的屈服強度引起工件外脹變形超差而報廢。
3.滲碳+等溫淬火
工藝流程中除感應淬火改為等溫淬火外,其余工序相同。滲碳工藝按照原來的工藝執行,滲碳前在內齒以外的部位刷防滲碳涂料,防止滲碳淬火后外圓及端面加工困難。淬火使用多用爐加熱,氮氣保護,工件單層直接擺放淬火吊架,不能擠壓及疊加裝爐。淬火冷卻根據等溫淬火的原理,冷卻介質為好富頓MT355等溫淬火油,此淬火油在Ms點附件具有緩慢的冷卻速度,可以有效的緩解組織應力及熱應力引起的變形。
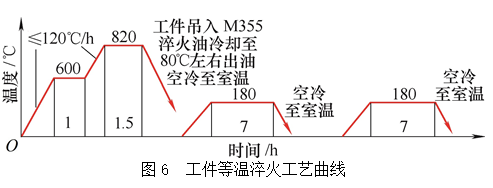
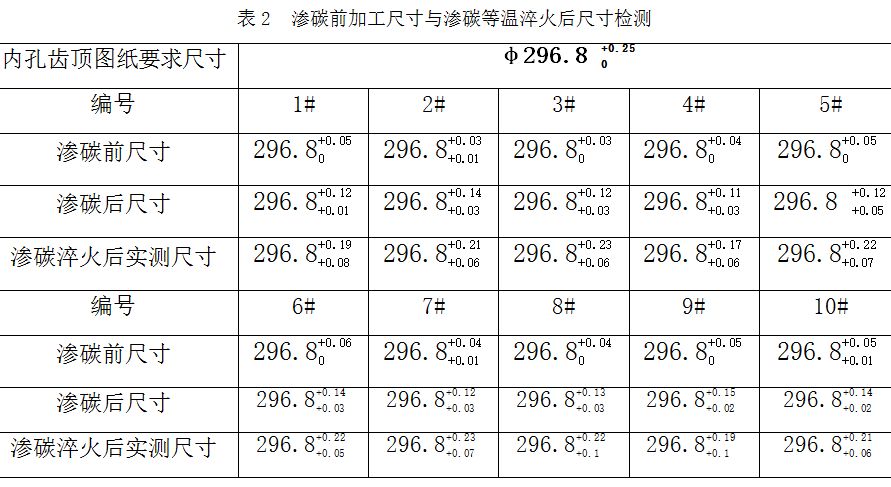
對比滲碳前工件的加工尺寸與滲碳等溫淬火后工件的尺寸,可以看出,等溫淬火內齒齒頂小徑尺寸變形控制在0.25mm以內,滿足齒頂公差尺寸及齒側、齒根所留的磨量0.4mm;齒部以外部位滲碳時刷了防滲碳涂料,淬火后硬度檢測結果在31~34HRC,符合要求的35HRC以內,不影響后續外花鍵的加工。
4.結語
薄壁件滲碳淬火,工藝采用感應淬火滿足齒部的硬度要求,但由于組織轉變時產生的組織應力及熱應力導致工件外脹變形無法控制;通過改進淬火工藝,滲碳后采用等溫淬火,齒部變形量符合磨量的要求,沒有廢品產生,具有一定的經濟效益。
作者:張殿龍,楊曉紅
單位:泰爾重工股份有限公司
來源:《金屬加工(熱加工)》雜志
(本平臺"常州精密鋼管博客網"的部分圖文來自網絡轉載,轉載目的在于傳遞更多技術信息。我們尊重原創,版權歸原作者所有,若未能找到作者和出處望請諒解,敬請聯系主編微信號:steel_tube,進行刪除或付稿費,多謝!)