久久精品日日躁夜夜躁欧美,亚洲日韩片无码中文字幕,亚洲欧美日韩在线一区,亚洲综合最新无码专区
首頁
鋼鐵百科
鋼鐵知識
鋼材價格
鋼鐵行業資訊
企業與鋼廠
鋼管現貨
下載
知識星球
繁體
首頁
>
鋼鐵知識
>
“丁字焊縫”您所不知道的秘密!
“丁字焊縫”您所不知道的秘密!
2024年10月15日
仁成精密鋼管廠1333???3???
鋼鐵知識
百度未收錄
№ 124391
干過探傷活的,大家都知道丁字口的探傷很容易出問題,下面來聽聽老師傅怎么講吧:
板厚:
18mm
焊條規格:
J507堿性焊條 直徑4.0
焊接電流:
立焊150A, 橫焊182A
焊接方法:
背部清根,橫焊,多層多道焊 。立縫,多層焊。
1
焊接前坡口清理:
焊前要將坡口內側除銹,坡口內及周圍五公分,不能有鐵銹,油漆,氧化鐵,以及其它污穢。
2
打底:
打底使用連弧打底,根據板厚及坡口深度,焊條盡量燒焊坡口根部,使鐵水盡可能的透過鐵板,為使背后更容易的清根,打下基礎。
焊條角度保持在75度至80度之間。
使用多層多道焊接方法。
每一道焊接完畢后,仔細用角磨機,清理焊道上下兩側。
打底結束,坡口預留頓邊約2mm。
3
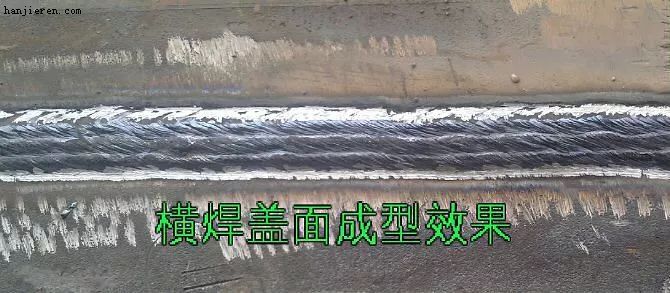
蓋面:
蓋面使用多層多道焊!
角度保持75度!
蓋面第一道很關鍵,第一遍焊道成型的好壞,直接取決于,整個焊縫成型的好壞,第二第三道壓前者的三分之一。
要求成型后,表面圓滑過度,接頭不能太明顯,中間凹凸不能太大!
高低寬窄幾乎一致,咬邊不能大于0.5mm 。
4
背部清根:
根據板的厚度,來決定氣刨的邊數。
基本分兩步:
一、清理表層,把表面的焊渣以及過度透過的焊餾清除。
二、深度清理,仔細刨除加在焊縫中間的焊渣,氣孔。刨到焊縫成銀白色,無缺陷為止。
5
蓋面以及焊接完畢以后的清理:
焊接完畢后,
仔細觀察焊縫表面!
有無氣孔,未融合,咬邊等缺陷!
修磨焊縫周圍,使周圍10公分不能有焊條引弧擦傷、焊疤!
保持焊縫表面的清潔!
6
注意事項:
現場防風!
焊接中每個接頭的引弧點!
必須一次性引弧成功!
避免長弧焊接,和挑弧焊接,仔細做好修磨清理工作
? 請關注 微信公眾號
:
steeltuber
. 轉載請保留鏈接:
http://m.bjjrgk.com/Steel-Knowledge/DingZiHan.html
(本平臺"常州精密鋼管博客網"的部分圖文來自網絡轉載,轉載目的在于傳遞更多技術信息。我們尊重原創,版權歸原作者所有,若未能找到作者和出處望請諒解,敬請聯系主編微信號:steel_tube,進行刪除或付稿費,多謝!)
推薦您閱讀本站優質歷史文章:
10月
15
2017
日本第三大鋼企再曝丑聞:以次充好,篡改數據,安倍晉三曾經工作過的地方
2020
特諾恩歷史上產能最高的康斯迪?電弧爐在Arvedi鋼鐵投產!
2020
中國突破稀土鋼世界難題,外媒:怎么又是中國?
2020
2024年中國滾動軸承行業產量及需求量分析 [圖文]
2020
熱處理技術: 分享 | 如何降低熱處理用電費用
鋼鐵性能
機械性能
鋼鐵
生產技術
工藝
焊接技術
焊接
相關文章
關于“鋼鐵知識”版塊更新的說明
2024年08月21日
一組圖看懂扭轉試驗 PPT
2024年08月09日
高強度緊固件熱處理時間,如何定義?
2024年08月08日
一文帶你分析疲勞斷裂
2024年08月08日
常用加工銅合金的牌號與用途
2024年08月08日
真空感應熔煉(VIM)冶金法
2024年08月08日
鋼的力學性能及熱處理工藝經驗公式
2024年08月08日
寶鋼股份2021版冷軋企標全新發布
2024年08月08日
鍛造件、鑄鋼件、曲軸等探傷方法及選擇要點
2024年08月06日
齒輪滲碳加工常見缺陷的原因分析及預防措施
2024年08月06日
搜索本站鋼鐵技術
★↓在此搜索查找鋼鐵材料知識↓★↘
互聯網
m.bjjrgk.com
鋼鐵行業熱點文章推薦
TagCloud
全面把握中國鋼材進出口演變的歷史性趨勢
提高材料綜合強韌性的新途徑
深度分析近期鋼材價格快速下跌的主要原因
高壓鍋爐用常用無縫鋼管材質對照表
我國管道企業首次主導國際標準
什么是連鑄坯,地條鋼?
美國對外貿易摩擦歷史經驗和情景分析
常州精密鋼管博客網主辦單位:
常州仁成金屬制品有限公司
是 專業的 精密鋼管 生產廠家,汽車鋼管,電機殼鋼管 生產單位。
常州精密鋼管博客網推薦您訪問:
|
仁成精密鋼管廠1333???3???
|
《博客精選》
|
百度知道
|
TIANCHENG GROUP
|
仁成金屬
|
鋼材知識問答系統
|
計算器全集
||
鋼管鋼鐵材料知識-知乎
|
常州精密鋼管博客網
(常州仁成金屬鋼管制品生產廠家博客網站)
m.bjjrgk.com?2006-2021
蘇ICP備08003692號
※
【關于本站】
※
【提問】
※
網站地圖
※
【搜索】
※
【知識星球】
※
電腦端
※
行業資訊
鋼鐵知識
鋼材價格
常州精密鋼管博客
由于網站數據龐大,服務器超載,特開通子站:
鋼鐵資訊
和
鋼鐵百科
,m.bjjrgk.com 內容將不再更新,請到新站瀏覽更新內容。
主站蜘蛛池模板:
欧美日韩精品人妻狠狠躁免费视频
|
日韩~欧美一中文字幕
|
久久婷婷色香五月综合缴缴情
|
性高朝久久久久久久久久
|
久久99国产精品久久
|
综合无码一区二区三区
|
国产精品一区二区高清在线
|
人妻夜夜爽天天爽
|
少妇大胆瓣开下部自慰
|
国内免费久久久久久久久久
|
av天堂久久天堂av
|
中文字幕精品亚洲无线码一区应用
|
亚洲人午夜射精精品日韩
|
久久香蕉国产线看观看怡红院妓院
|
久久久久久午夜成人影院
|
久久乐国产精品亚洲综合
|
四川老熟女下面又黑又肥
|
成人h动漫精品一区二区
|
精品无码中文字幕在线
|
亚洲成aⅴ人在线电影
|
国产丰满乱子伦午夜福利
|
精品性高朝久久久久久久
|
欧美精品一区二区在线观看播放
|
末发育娇小性色xxxxx视频
|
成人欧美一区二区三区a片
|
亚洲精品国产电影
|
国产白丝无码免费视频
|
久久久国产精品一区二区18禁
|
国内精品自在自线
|
国产jjizz女人多水喷水
|
999久久国产精品免费人妻
|
精品女同一区二区
|
无码精品国产dvd在线观看久9
|
国产亚洲欧美日韩二三线
|
少妇高潮a视频
|
亚洲成av人片天堂网老年人
|
台湾无码av一区二区三区
|
午夜精品久久久久久中宇
|
国产又黄又大又粗的视频
|
超碰国产天天做天天爽
|
狠狠色丁香婷婷亚洲综合
|