
薄壁深腔零件鋁合金熱處理劇烈冷卻的過程極易產生嚴重的開裂與變形,是熱處理工作者面臨的棘手難題。PAG(聚烷撐二醇,Polyalkylene glycols,一種環氧乙烷和環氧丙烷的共聚物)水溶性淬火介質是提高零件加工精度和使用可靠性的一種全新熱處理方法。2A12鋁合金薄壁深腔類零件采用水介質進行固溶時效處理后殘余應力過大,易造成零件畸變開裂的問題一直是制約生產加工的“瓶頸”,通過對薄壁深腔零件鋁合金采用PAG淬火介質進行固溶處理后,有效地降低了殘余應力,即避免了固溶后出現的開裂傾向,又能保證硬度等技術要求,使產品合格率為100%,延長了精密零件的使用壽命。
1.技術要求
薄壁深腔零件結構如圖1所示,原材料為 2A12H112,最終的使用狀態為2A12T4。
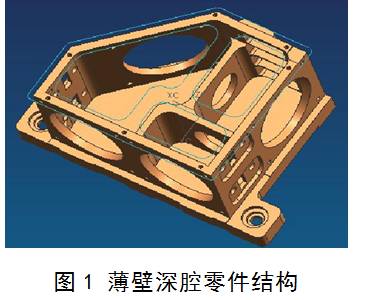
從性能看, 2A12H112合金薄壁深腔零部件采用PAG淬火介質固溶后對零件殘余應力、顯微組織、常規力學性能、尺寸穩定性的影響較小,提高了零部件的尺寸加工穩定性,滿足設計性能要求。
2.原熱處理工藝
采用了兩種工藝方法均未達到技術要求。
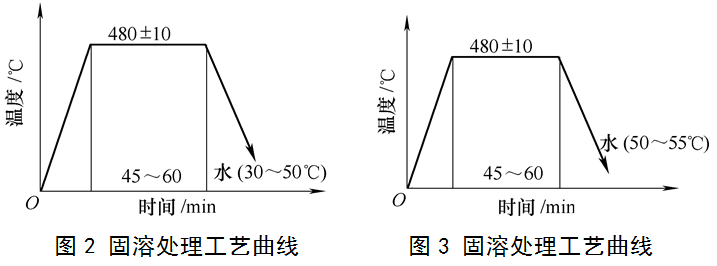
第一種采用常規水淬方法,工藝曲線如圖2所示(水溫一般調節至30~50℃)。
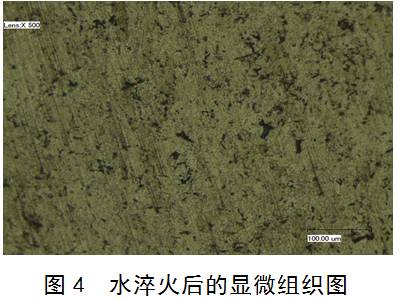
第二種采用調節水溫淬火工藝方法,工藝曲線如圖3所示(水溫一般調節至50~55℃)。
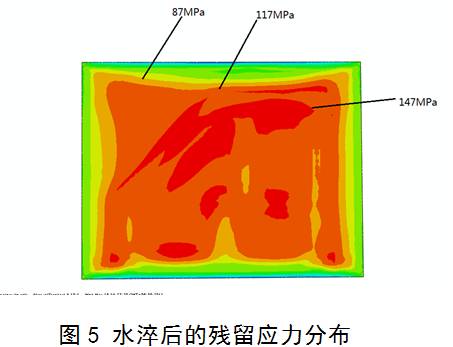
從顯微組織結果看,如圖4所示。水淬后,薄壁深腔零部件的金相組織為基底的α相與以彌散狀態析出的強化相S’相。
從殘留應力有限元分析結果看,如圖5所示。水淬后,薄壁深腔零部件大部分區域的殘留應力值都在100MPa以上,根部的區域甚至達到147MPa,單向應力達到該值對于2A12鋁合金來說是比較危險的。
從常規力學性能結果看,如表1所示。水淬后,薄壁深腔零部件的屈服強度、抗拉強度及硬度均可滿足GB/T3191-1998要求的不小于255MPa和420MPa及GJB1694-93要求的不小于68HRB的要求。
表1 水淬后薄壁深腔零部件的屈服、抗拉強度和硬度測量結果
介質 | 屈服強度/MPa | 抗拉強度/MPa | 硬度HRB |
水淬后 | 260.3 | 520.3 | 77 |
從尺寸變形量上看,如表2所示。水淬后,薄壁深腔零部件垂直變形量≥0.10mm。
表2 水淬后薄壁深腔零部件的尺寸變形量測量結果
內容 | 技術要求/mm | 水淬后(機械加工)/mm |
垂直變形量 | φ0.02 | φ0.12 |
3.原因分析及改進措施
(1)原因分析
針對上述檢測結果,通過熱處理原理和實踐經驗分析原因如下:
①常規水淬方法(水溫一般調節至30~50℃),易出現淬火畸變、開裂現象,是因為水的淬火冷卻特性與水溫有關,冷卻速度隨水溫的升高而降低。常溫下的水,冷卻能力大,冷卻太快,最大冷卻速度可達750℃/s以上。使其在淬火時,薄壁深腔零部件內部產生了巨大殘余拉應力。
②調節水溫淬火工藝方法(水溫一般調節至50~55℃)易出現淬火畸變、開裂現象是雖然采用調節水溫的辦法對薄壁深腔零部件獲得了一定的淬火冷卻速度,但依然會在淬火時出現表面壓應力、內部拉應力不一致導致畸變和裂紋。如繼續提高水溫雖然可以降低應力,減小畸變和裂紋,但水溫過高,會導致零件淬火后硬度達不到要求,影響工件的使用性能。
(2)改進措施
通過對上述分析可知,水作為鋁合金最常用的淬火冷卻介質由于冷卻能力大,冷卻太快,人為無法控制介質的冷卻速度,解決不了鋁合金淬火應力大、出現畸變和裂紋的問題。因此,對鋁合金淬火件采用新的淬火冷卻介質降低淬火后的殘留應力,是可以避免淬火畸變與裂紋的。降低冷卻速度、減小了淬火時表面壓應力、內部拉應力不一致性而產生的淬火綜合應力,以期滿足工件最佳尺寸加工穩定性和使用性能。
通過工藝實驗,發現用了PAG水溶性淬火冷卻介質代替水介質后,工件淬火后硬度高而均勻,且淬火變形小,還可以有效防止淬火開裂現象。
由于PAG淬火冷卻介質有逆溶性,即室溫時溶于水,但溫度升高時,PAG從水中析出。這種現象提供了淬火時的冷卻機制,即熱金屬淬火時在金屬表面覆蓋著一層聚合物膜,控制了熱量被吸收到周圍水溶液中的速率。因此,可獲得介于水和油之間的冷卻能力。
綜合生產實際,薄壁深腔零部件采用PAG作為淬火冷卻介質進行固溶處理工藝方法,工藝曲線圖6所示。

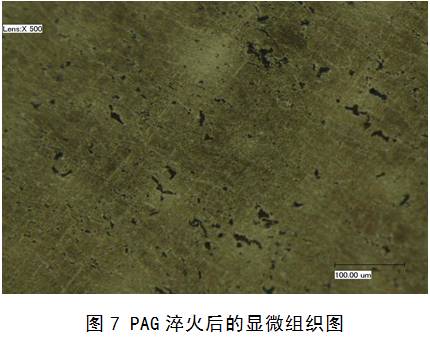
從顯微組織結果看,如圖7所示。PAG淬火后與水淬火后的顯微組織基本相同,薄壁深腔零部件的金相組織仍為基底的α相與以彌散狀態析出的強化相S’相。
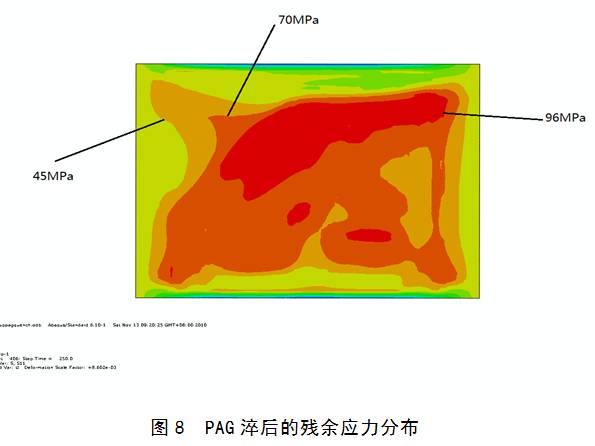
從殘留應力有限元分析結果看,如圖8所示。PAG淬火后,薄壁深腔零部件大部分區域殘留應力值在70MPa以下,只有少數區域的殘留應力值在70~96MPa之間。因此,可以更有效地控制淬火殘留應力。
從常規力學性能結果看,如表3所示。PAG淬后,薄壁深腔零部件的屈服強度、抗拉強度及硬度可以保證工件的強度。遠遠滿足GB/T3191-1998要求的不小于255MPa和420MPa及GJB1694-93要求的不小于HRB68的要求。
表3 PAG淬后薄壁深腔零部件的屈服、抗拉強度和硬度測量結果
介質 | 屈服強度/MPa | 抗拉強度/MPa | 硬度HRB |
PAG淬后 | 257.6 | 534.7 | 77 |
從尺寸變形量上看,如表4所示。PAG淬后,薄壁深腔零部件垂直變形量≤0.02mm。
表4 PAG淬后薄壁深腔零部件的尺寸變形量測量結果
內容 | 技術要求/mm | 水淬后(機械加工)/mm |
垂直變形量 | φ0.02 | φ0.010 |
4.結語
薄壁深腔零部件采用PAG介質固溶處理后的殘留應力較小,殘留應力值為1~4kg/mm2;經PAG介質固溶處理后的尺寸變形量較水介質減小;采用PAG介質固溶處理方法可以使表面與心部的降溫速度一同變慢,減小了溫度梯度,從而減小了殘余應力值。
綜上所述,針對薄壁深腔零部件選用PAG介質進行淬火,可以控制殘留應力,提高尺寸加工穩定性,滿足設計性能要求。

| |